Jezik
Nabavite citat
Nabavite citat
 Dom / Oprema / DTN pneumatski spot stroj za zavarivanje / DTN2 stroj za zavarivanje pneumatskog mjesta / DTN2-100KW220V/380V Prilagodljivi stroj za zavarivanje pneumatskih spotova
Dom / Oprema / DTN pneumatski spot stroj za zavarivanje / DTN2 stroj za zavarivanje pneumatskog mjesta / DTN2-100KW220V/380V Prilagodljivi stroj za zavarivanje pneumatskih spotova 




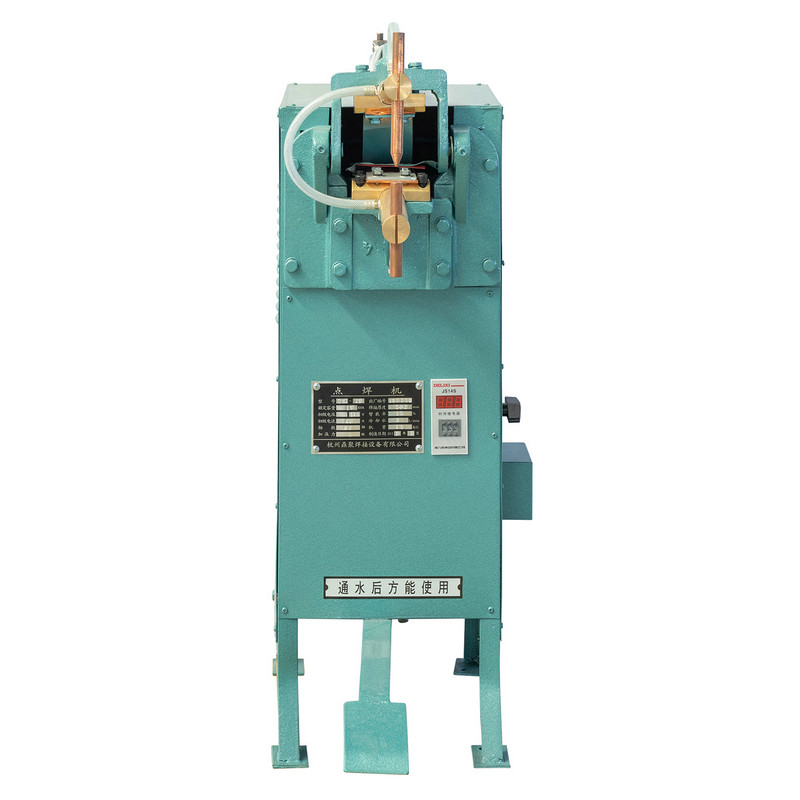
Opremljen upravljačkim sustavom mikroračunala i LCD zaslonom za postavke parametara, DTN2-100KW220V/380V prilagodljiv stroj za zavarivanje pneumatskog spota nudi preciznost, intuitivni rad i prikladnost korisnika. Tijekom postupka zavarivanja proizvodi minimalne iskre i osigurava robusne rezultate zavarivanja. Idealno za zadatke zavarivanja koji uključuju tople i hladne ploče, ploče od nehrđajućeg čelika i žice, orašaste plodove i razne druge radne dijelove, ovaj je stroj svestran i pouzdan.
Uključujući sveobuhvatnu transformator i tehnologiju širokog napona, stroj za zavarivanje ima impresivan raspon podešavanja napona od ± 20%, olakšavajući besprijekoran rad u normalnim uvjetima upotrebe. Podešavanja kao što su vrijeme tlaka, struja zavarivanja, trajanje zavarivanja, interval održavanja i vrijeme odmora mogu se povoljno izvršiti putem kontrolera mikroračunala, čineći cijeli postupak izravnim i učinkovitim. $s

Tehnički podaci
| Model | Jedinica | DTN2-100KW | |
| Primarni napon | V | 380 | |
| Ocijenjeni kapacitet | KVA | 100 | |
| Ocijenjena ulazna struja | A | 263 | |
| Maksimalna struja kratkog spoja | Ka | 23 | |
| Ocijenjeno trajanje opterećenja | % | 20 | |
| Faza sekundarnog regulacije napona | V | Regulacija napona za sukob | |
| Sekundarni napon bez opterećenja | mm | 0,5-7,6 | |
| Duljina produženja ruke elektrode | mm | 450 | |
| Udaljenost između ruku elektroda | mm | 300 | |
| Maksimalni tlak između elektroda | N | 8000 | |
| Moždani udar | mm | 80 | |
| Veličina elektrode | Elektrodna ruka | mm | F60 |
| Držač elektroda | mm | F25 | |
| Elektrodna glava | mm | Ff20 | |
| Debljina zavarivanja | Čelik s niskim udjelom | mm | 5 5 |
| Nehrđajući čelik | mm | 2 2 | |
| Aluminij | mm | 0,8 0,8 | |
| Tlak koMPRimiranog zraka | mpr | 0.6 | |
| Potrošnja komprimiranog zraka | M3/h | 22 | |
| Hlađenje protoka vode | L/min | 5 | |
| Područje presjeka ulazne žice | mm2 | 16 | |
Preporučeni proizvodi
OSTANITE U KONTAKTU

Uvod: Uloga podešavanja vremena u aparatima za točkasto zavarivanje s pedalom tipa zupčanika Točkasto zavarivanje, ključna tehnika u raznim procesima industrijske proizvodnje, zahtijeva pr...
ČITAJ VIŠE
Uvod: Razumijevanje osnova točkastog zavarivanja Točkasto zavarivanje široko je korišten postupak u raznim industrijama, prvenstveno za spajanje metalnih limova primjenom topline i pritisk...
ČITAJ VIŠE
Razumijevanje tehnologije točkastog zavarivanja Točkasto zavarivanje predstavlja jednu od najšire prihvaćenih tehnika spajanja u modernoj proizvodnji, pružajući pouzdane, isplative ...
ČITAJ VIŠE
Što konstrukciju "metalne školjke" čini izdržljivijom za industrijsko AC zavarivanje? Uvod: Važnost trajnosti u strojevima za točkasto zavarivanje izmjeničnom strujom Industrijski AC...
ČITAJ VIŠE
Što je aparat za točkasto zavarivanje s pedalom serije DN? Stroj za točkasto zavarivanje s pedalom serije DN industrijski je alat za zavarivanje koji se prvenstveno koristi u proizvodnji l...
ČITAJ VIŠE
Uvod u aparate za točkasto zavarivanje s podesivom pedalom i njihov vremenski raspon zavarivanja The Stroj za točkasto zavarivanje s pedalom za podesivo vrijeme zavarivanja ...
ČITAJ VIŠEProizvod
Kontakt informacije.
+86-152-5712-5882
Fax: +86-563-2269966
Br. 21 Guangping Road, Zona gospodarskog razvoja Guangde, grad Guangde, provincija Anhui
QR kod




